Không tìm thấy kết quả
0934 930 955 phongnguyen@pnfco.vn 





 Mr. Mạnh Trường (Thực phẩm, đóng gói thực phẩm) Mr. Vinh Anh ( chế biến cao su, khay định hình, bao bì, chế biến gỗ, sấy chân không) Ms. Hiền Huỳnh (chân không y tế) Mr. Phong Nguyễn
Mr. Mạnh Trường (Thực phẩm, đóng gói thực phẩm) Mr. Vinh Anh ( chế biến cao su, khay định hình, bao bì, chế biến gỗ, sấy chân không) Ms. Hiền Huỳnh (chân không y tế) Mr. Phong Nguyễn





Hàn tig nhôm
Chia sẻ:
Nhôm là kim loại nhẹ có trọng lượng riêng 2,7g/cm³. Nhiệt độ nóng chảy của nhôm 660 độ C. Độ dẫn nhiệt của nhôm lớn (lớn hơn 3 lần so với các loại thép cacbon thấp).
Đặc điểm hàn nhôm và hợp kim nhôm
Nhôm dễ kết hợp với oxy để tạo thành oxit nhôm (Al2O3) có nhiệt độ nóng chảy cao (2050 độ C) và có trọng lượng riêng lớn hơn trọng lượng riêng của nhôm (trọng lượng riêng của nhôm oxit nhôm 3,85g/cm³).
Từ trạng thái rắn chuyển sang trạng thái lỏng nhôm không thay đổi màu sắc do đó khó quan sát bể hàn khi hàn.
Ở nhiệt độ cao, nhôm lỏng hòa tan nhiều khí, đặc biệt là H2, do vậy dễ gây ra hiện tượng rỗ khí mối hàn.
Ở nhiệt độ cao, nhôm và hợp kim nhôm có độ bền rất thấp, khi nhiệt độ gần nhiệt độ chảy thì vật hàn có thể bị phá hủy do chính trọng lượng của bản thân nó.
Kỹ thuật hàn nhôm và hợp kim nhôm.
Phụ thuộc vào chiều dày vật hàn mà có thể uốn mép, vát mép hoặc không vát mép.
Uốn mép khi vật hàn có chiều dày bằng hoặc nhỏ hơn 1,5mm.
Vát mép khi vật hàn có chiều dày lớn hơn 4mm.
Vật hàn có chiều dày 5 - 15mm, vát một phía với góc vát (70 ± 5) độ.
Vật hàn có chiều dày lớn hơn 15mm, vát mép ở hai phía.
Chuẩn bị cạnh hàn xong phải làm sạch thật cẩn thận mép hàn, chiều rộng phần làm sạch (30 ÷ 35)mm
Kỹ thuật gá - hàn đính.
Kỹ thuật hàn gá chi tiết
Gá chi tiết phải đảm bảo độ phẳng bề mặt giữa các chi tiết và khe hở giữa các chi tiết phải đều.
Kỹ thuật hàn đính
Hàn đính phải đảm bảo mối đính ngấu chắc chắn và đảm bảo khoảng cách giữa các mối đính.
Khoảng cách giữa các mối đính và khe hở giữa 2 chi tiết
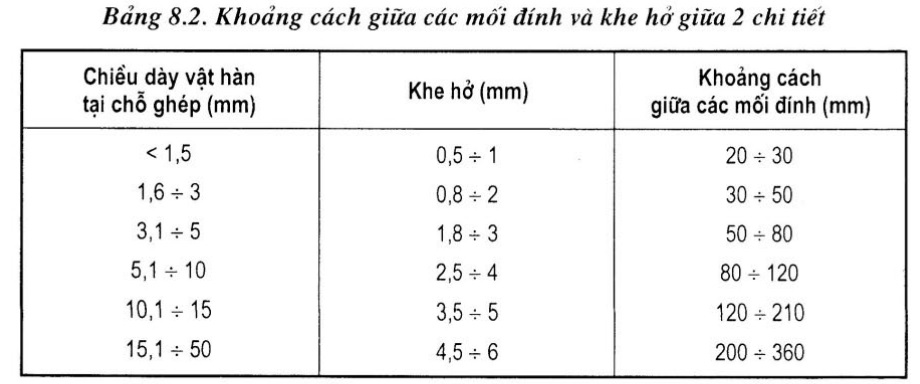
Kỹ thuật hàn
Ngọn lửa hàn
Ngọn lửa sử dụng để hàn là ngọn lửa trung tính. Nếu sử dụng ngọn lửa thừa oxy sẽ tạo ra oxit nhôm làm mối hàn dễ bị lẫn xỉ. Nếu sử dụng ngọn lửa thừa axetylen thì mối hàn dễ bị rỗ khí.
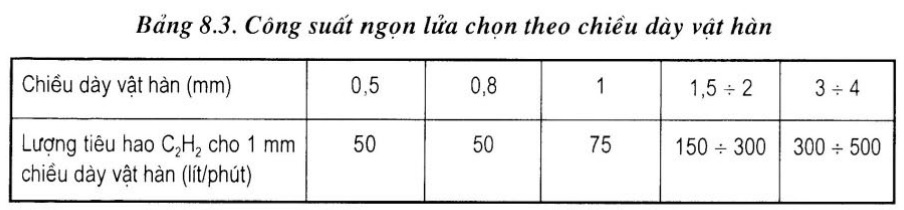
Công suất ngọn lửa
Chọn công suất ngọn lửa để hàn phải căn cứ vào chiều dày vật hàn.
Công suất ngọn lửa theo chiều dày vật hàn:
Lựa chọn que hàn:
Mác que hàn:
Sử dụng que hàn phụ để hàn có thành phần giống với thành phần kim loại vật hàn.
Que hàn thường dùng là: ![]()
Đường kính que hàn:
Chọn đường kính que hàn theo chiều dày vật hàn:

Thuốc hàn:
Hàn nhôm và hợp kim nhôm, để loại trừ oxit nhôm và phòng ngừa kim loại nóng chảy bị oxy hóa người ta sử dụng thuốc hàn riêng cho mỗi loại vật liệu hàn.
Hàn nhôm nguyên chất dùng thuốc hàn là hỗn hợp của các muối clo và flo với thành phần:
27%NaCl + 50%KaCl + 14%LiCl + 8%NaF
Hàn hợp kim nhôm magie sử dụng thuốc hàn có thành phần:
33,3%BaF2 + 24%MgF + 19%LiF + 14,8%KF + 2,8%MgO + 4,8%Na3AlF2
Phương pháp hàn
Tùy theo chiều dày vật hàn mà có thể dùng phương pháp hàn trái hay hàn phải.
Hàn vật hàn có chiều dày nhỏ hơn 5mm, nên dùng phương pháp hàn trái.
Hàn vật hàn có chiều dày lớn hơn 5mm, nên dùng phương pháp hàn phải.
Góc nghiêng mỏ hàn
Khi bắt đầu hàn, góc nghiêng mỏ hàn cần lớn sau đó điều chỉnh góc nghiêng khoảng (40 - 50) độ.
Chú ý trong kỹ thuật hàn nhôm và hợp kim nhôm:
Để nâng cao cơ tính mối hàn, sau khi hàn xong nên rèn nhẹ lên bề mặt mối hàn.
Phải làm sạch cẩn thận thuốc hàn để bề mặt mối hàn không bị ăn mòn.
Đảm bảo phòng chống cháy nổ
Phương pháp hàn là phương pháp gây phát tia lửa và sinh nhiệt lớn vì thế dễ gây cháy nổ:
Phải che chắn khu vực hàn bằng bạc chống cháy
Phải di chuyển hàng hóa vật dễ cháy ra xa khu vực hàn khoản cách an toàn
Phải trang bị ít nhất 2 bình chữa cháy
Phải phân công nhiều hơn 2 người cảnh giới
Phải kiểm tra tia lửa bắn ra trong và sau khi hàn tránh phát sinh cháy nổ
Kiểm tra lần cuối 1 tiếng sau khi hàn và vệ sinh sạch sẽ khu vực hàn

